Žárové nástřiky
Žárové nástřiky dnes patří v povrchové technice mezi zaužívané technologie. Díky své vyspělosti a široké nabídce používaných materiálů, jsou dnes používané prakticky ve všech odvětvích průmyslu.
Co jsou to Žárové nástřiky?
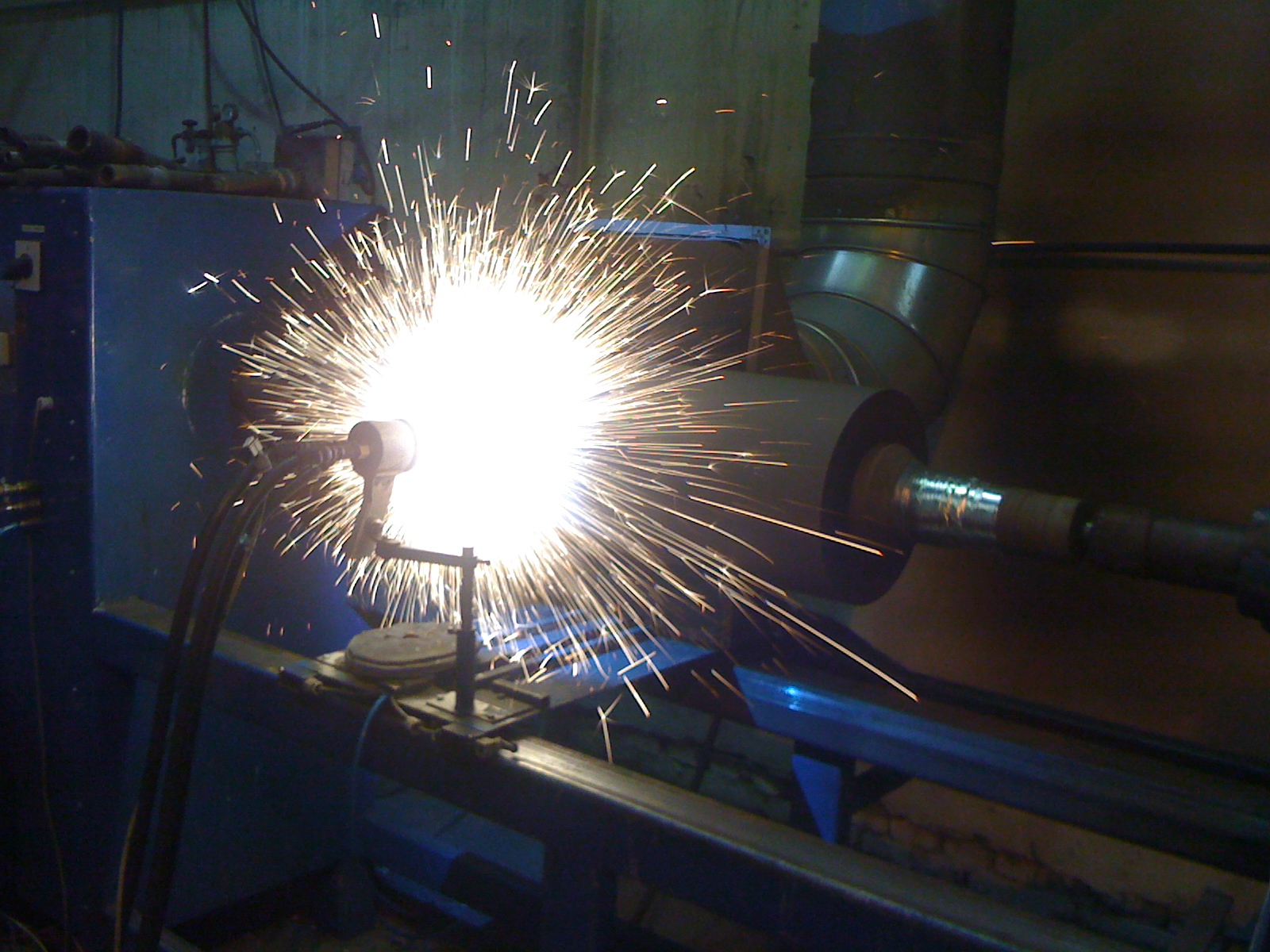
Při žárovém stříkání nanášíme kovový, keramický případně i plastový materiál natavený do plasticky tekoucího stavu na základní materiál. K natavení přídavného materiálu v podobě prášku, drátu, kordu nebo tyčky je použito Elektrického oblouku, plazmy nebo plamene.
Natavené částice jsou pak velkou rychlostí nanášeny na studený (nenatavený) základní materiál a vytváří tak funkční vrstvu.
Předností této technologie je nízká teplota během procesu nástřiku (do 150°C) Nedochází tak k tepelnému ovlivnění ani deformacím.
Výjimku tvoří pouze přetavované povlaky kde nanesený materiál následně přetavíme. Dosahuje se tak difúzního spojení se základním materiálem a naprosté homogenity povlaku.
Vrstva
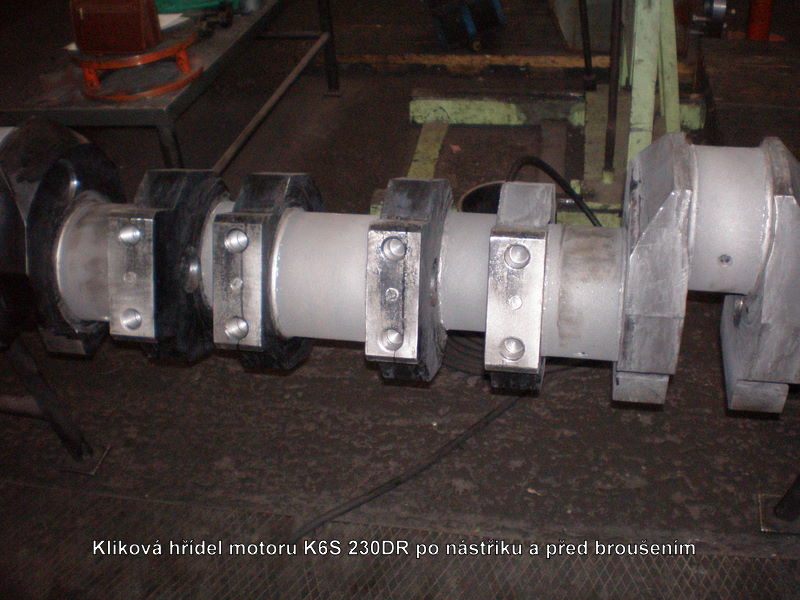
Vzhledem k tomu že při žárovém stříkání nedochází k natavení povrchu základního materiálu, je nutné povrch po dokonalém odmaštění a tryskání nastříkat podkladovou vrstvou.Tato tenká vrstva ze speciální slitiny se vytváří nejen za účelem dostatečného spojení mezi povrchem součásti a povlakem, ale také pro zamezení podkorodování vrstvy.
Typické pro žárově nastříkané vrstvy je mikroporezita, (výjimku tvoří přetavované povlaky) ta je u různých materiálů a nástřikových technologií různá. Pohybuje se od 2 do 18 %. Ve spoustě případů je tato porezita velmi příznivá, protože zlepšuje mazání, zvláště pak při studeném startu kdy olej v pórech nástřiku výrazně snižuje tření. V opačném případe je možné porózitu utěsnit speciálním lakem.
Síla vrstvy je také závislá na materiálu a způsobu nanášení, může se pohybovat od 0,1mm až do 3mm ve výjimečných případech i více. Nejčastěji však od 0,3-0,6mm.
Tvrdost nanášených materiálů se může dle výběru materiálu pohybovat od 200 do 1600HV.
U nastříkaných vrstev je ale běžným způsobem prakticky neměřitelná. Lamelární struktura vykazující jistou heterogennost a porózitu umožňuje přibližné měření pouze v laboratorních podmínkách.
Všeobecně však platí, že tvrdost nastříkané vrstvy není zásadním kritériem. Je pouze součástí ostatních vlastností, ( jako jsou korozivzdornost, kluznost, křehkost, kvalita povrchu po opracování…) které určují celkový charakter povrchu.
Výběr povlaků
Velkou předností této technologie je možnost nanášení téměř jakéhokoliv materiálu. V kombinaci s několika technologiemi které mají zásadní vliv na charakter vrstvy je tak možné vytvořit prakticky bezpočet druhů povlaků.
Tyto povlaky je pak možné nanášet na většinu kovů, nejčastěji však na: ocel, litinu, bronz, hliník.
Žárové nástřiky
Při aplikaci žárového nástřiku dochází k nanášení nataveného kovového, keramického, případně i jiných materiálů a tím dosažení požadovaných kvalitativních, tvarových a rozměrových parametrů.
- Přetavené povlaky.
- HVOF povlaky.
- Kovové povlaky a další.
Přetavené povlaky
Nastříkaný materiál v podobě prášku na bázi Ni nebo Co je následně přetaven. Při tomto procesu dojde ke slinutí jednotlivých částic nástřiku a k difúznímu spojení se základním materiálem.
Přetavované povlaky se vyznačují vysokou přilnavostí a bezporézností,jako jediné dovolují vysoké bodové zatížení, odolávají rázům, kavitaci,oxidaci a otěru. Povrch odolává teplotám až 600 ºC krátkodobě až 1000 ºC.
Vykazují vysokou korozní a oxidační odolnost, nízký koeficient tření, tvrdost až 65 HRc Tloušťka nanášené vrstvy-0,3-2 mm.
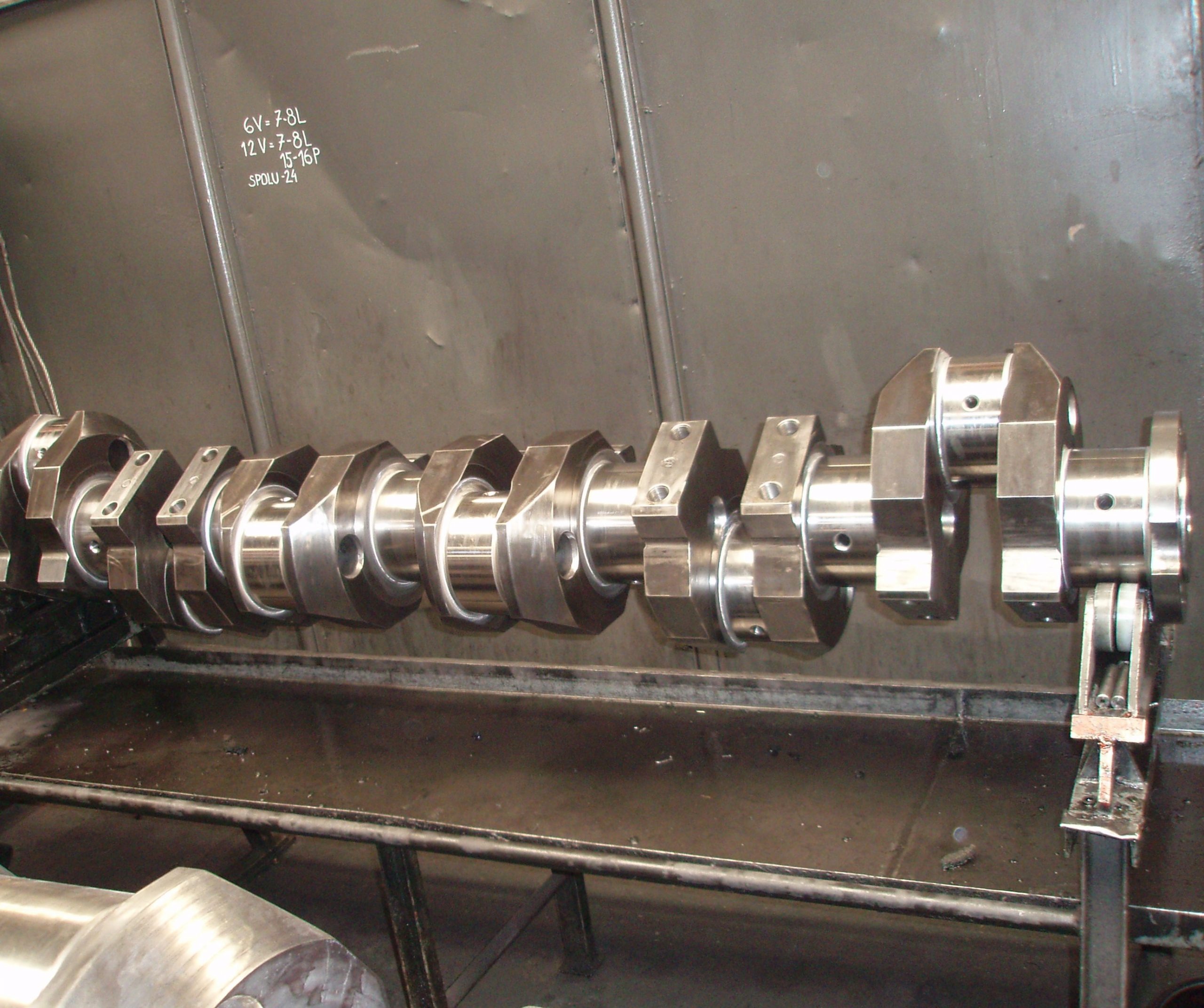
Příklady použití
Písty, pístnice, hřídele v místě uložení, ucpávky, ucpávkové pouzdra, vřetena čerpadel, sedla ventilů armatur, razníky a formy ve sklářském průmyslu, hrany lisovacích šneků, ocelárenské válce a kladky.
HVOF povlaky
Materiál v podobě prášku nebo drátu je nanášen nadzvukovou rychlostí. Vysoká kinetická energie nanášeného materiálu přináší následující přednosti typické pro HVOF povlaky:
- Vysoká přilnavost k základnímu materiálu.
- Minimální porezita.
- Nízká oxidace nanášeného materiálu.
- Minimální tepelné ovlivnění nanášeného materiálu.
- Vysoká tvrdost nanesené vrstvy.
- Jemná povrchová struktura nástřiku.
- Vysoká dosažitelná jakost povrchu- až 0,01Ra.
Tloušťka nanášené vrstvy se pohybuje běžně od 0,1-0,5 mm.
Mikrostruktura povlaku NiCrMo.
Nejpoužívanější materiály: WC Co,WC Ni, WC Co Cr, Cr 3 C 2 NiCr, NiCrBSiW, CoCrBSiW, NiCrMo.
Příklady použití:
Součásti vystavené vysoké korozi, abrazi a kavitaci, písty pracující ve vysoce abrazivním prostředí, tiskařské válce, vodící kladky, difuzory.
Kovové povlaky
Téměř jakýkoliv kov nebo slitinu v podobě drátu nebo prášku je možné žárově nastříkat a vytvořit tak funkční vrstvu.
Mikročástice natavené do plasticky tekoucího stavu jsou nastřikovány na základní materiál a vytváří lamelární strukturu s velmi jemnou porózitou. Ta je pak vhodná pro zachycení olejového filmu u kluzných uložení.
Nejpoužívanější materiály a jejich vlastnosti:
Al, Zn, Al-Mg- vrstvy odolné korozi, nádrže, výfuková potrubí.
Cu, Cu Sn, Cu-Al velmi těsné vrstvy s nízkou porezitou a vysokou tlakovou zatížitelností, kluzná uložení, oprava bronzových součástí.
Sn-Sb-Cu- ložiskový kov na bázi cínu, velmi snadno opracovatelný, vhodný pro vysoké statické i dynamické zatížení i při nízkém mazání.
Ni-slitiny- podkladové vrstvy, vykazují vysokou přilnavost a odolnost vůči korozi a opalu.
Cr-oceli- nejpoužívanější materiály, uplatňované především pro renovace, tvrdost 400-600HV, odolávají tlaku, otěru a korozi.
Mo- vrstvy s vysokou přilnavostí a soudržností, velmi dobré kluzné vlastnosti, vysoká tvrdost -750 – 850HV.
Keramické povlaky
Nečastěji používané materiály pro keramické povlaky jsou Cr 2 O 3 , Al 2 O 3 /TiO 2 a Zr 2 O 3 . Cílem těchto povlaků je především prodloužení životnosti strojních součástí, aplikují se také na součásti jako tepelné bariéry a elektroizolační vrstvy.
Typické vlastnost keramických povlaků jsou:
- Vysoká teplota tavení (1650°C-2450°C).
- Vysoká tvrdost.
- Vysoká odolnost vůči kyselinám a zásadám.
- Nízká tepelná roztažnost.
- Nízká tepelná vodivost.
Díky těmto vlastnostem je můžeme aplikovat na součásti zatížené korozí a abrazí i za vysokých teplot. Často se používají pro uložení součástí mazaných pouze vodou. Další uplatnění nachází také jako elektricky či tepelně nevodivé vrstvy.
Vysoká jakost povrchu je dosažitelná pouze broušením diamantovými nástroji.
Síla nanášené vrstvy se pohybuje od 0,1 do 1,0 mm.
Příklady použití
Písty vysokotlakých čerpadel, hřídele čerpadel v místě ucpávky, hřídele v místě gumového těsnění,ucpávkové pouzdra, vřetena obráběcích strojů, topné desky pro svařování plastů.